Theo HLV trưởng CLB Công an Hà Nội Mano Polking, bộ đôi trung vệ Trần Đình Trọng và Bùi Hoàng Việt Anh sẽ vắng mặt trong đợt tập trung đội tuyển quốc gia tháng 10 tới đây vì chấn thương.
Với trường hợp của Đình Trọng, cựu trung vệ CLB Hà Nội vẫn chưa ra sân bất cứ phút nào nào từ đầu mùa giải. Bùi Hoàng Việt Anh, sau trận đấu với CLB Buriam United tại giải vô địch các CLB Đông Nam Á, cũng không xuất hiện ở 2 vòng đầu tiên của V. League.
Tại loạt trận FIFA Days sắp tới, thầy trò HLV Kim Sang Sik sẽ có 2 trận đấu gặp Liban và Ấn Độ trong khuôn khổ giải giao hữu quốc tế trên SVĐ Thiên Trường, Nam Định.
M98 có thể đề cập đến nhiều sản phẩm và công nghệ khác nhau. Dưới đây là một số thông tin chi tiết về các sản phẩm liên quan đến mã M98:
1. Lệnh M98 trong Lập Trình CNC
Chức năng: Lệnh M98 được sử dụng để gọi chương trình con trong lập trình CNC. Khi lệnh này được thực hiện, nó cho phép thực hiện lại một đoạn mã nhiều lần mà không cần phải viết lại.
Cấu trúc lệnh:
M98 P_ H_ L_;
P: Số chương trình con được gọi.
H: Số thứ tự trong chương trình con.
L: Số lần gọi chương trình con (tối đa 9999 lần).
Kết thúc chương trình con: Để quay trở lại chương trình chính, lệnh M99 P_; được sử dụng, với P chỉ định vị trí trở về.
2. Micro Karaoke Monster M98
Thông số kỹ thuật:
Micro không dây với nhiều tính năng giải trí như streaming và thu âm.
Thiết kế hiện đại và dễ sử dụng, phù hợp cho các buổi tiệc và sự kiện.
Xuất xứ: Sản phẩm được sản xuất tại Trung Quốc và có thời gian bảo hành 12 tháng.
3. Camera Hành Trình Procam M98
Tính năng: Camera hành trình này có độ phân giải video 720P và hỗ trợ quay ban đêm nhờ vào đèn hồng ngoại.
Cấu hình: Sử dụng chip xử lý 1,3 GHz với RAM 2GB, chạy trên hệ điều hành Android 5.1.
Những thông tin trên cung cấp cái nhìn tổng quan về các ứng dụng khác nhau của mã M98 trong lĩnh vực công nghệ và thiết bị điện tử.
M98 và M99 là hai lệnh trong lập trình CNC, thường được sử dụng để gọi và quay trở lại chương trình con. Tuy nhiên, cả hai lệnh này cũng có những hạn chế khi sử dụng.
Hạn chế của lệnh M98
Khó khăn trong quản lý chương trình: Khi sử dụng M98 để gọi nhiều chương trình con, việc quản lý và theo dõi các chương trình có thể trở nên phức tạp, đặc biệt là khi có nhiều lệnh lồng ghép nhau.
Giới hạn về số lần gọi: M98 thường có giới hạn về số lần mà một chương trình con có thể được gọi, điều này có thể làm giảm tính linh hoạt trong thiết kế quy trình gia công.
Phụ thuộc vào tổ chức mã: Nếu mã không được tổ chức tốt, việc gọi lại các chương trình con có thể dẫn đến lỗi hoặc nhầm lẫn trong quá trình sản xuất.
Hạn chế của lệnh M99
Quay trở lại không linh hoạt: Lệnh M99 chỉ cho phép quay trở lại chương trình chính mà không thể tùy chỉnh hoặc thay đổi vị trí quay trở lại, điều này có thể gây khó khăn trong một số tình huống cần điều chỉnh.
Khó khăn trong việc debug: Khi gặp lỗi trong chương trình con, việc quay trở lại bằng M99 mà không có thông tin rõ ràng về lỗi có thể làm cho việc sửa chữa trở nên khó khăn hơn.
Không hỗ trợ các tính năng nâng cao: M99 không hỗ trợ các tính năng như điều kiện hoặc vòng lặp phức tạp, điều này hạn chế khả năng tối ưu hóa quy trình gia công.
Tóm lại, cả hai lệnh M98 và M99 đều rất hữu ích trong lập trình CNC nhưng cũng đi kèm với những hạn chế nhất định cần được cân nhắc khi thiết kế quy trình gia công.
Related Posts
m98 Nam Định thắng nhọc Quảng Nam tại vòng 2 V-League
Có mặt ở cuộc tiếp đón Quảng Nam trong trận…
m98 U17 Việt Nam tập luyện trước thềm giao hữu tại Nhật Bản
ĐT U17 Việt Nam đã bước vào buổi tập tiếp…
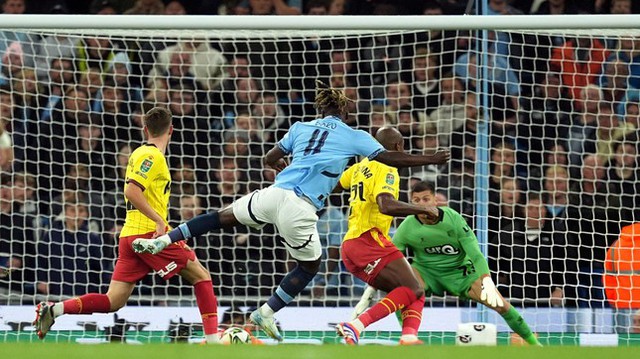
m98 Kết quả trận đấu giữa Man City và Watford tại League Cup
Dù tung ra sân nhiều cầu thủ trẻ, Man City…